






医療機器およびインプラント部品
Xincheng は、中国の医療機器およびインプラント部品の大手メーカー、サプライヤー、輸出業者です。医療機器やインプラントのCNC加工技術は、ミクロンレベルの精度制御、複雑な形状の形成能力、安定した加工再現性により、医療機器やインプラントの製造を支える中核技術となっています。
お問い合わせを送信
製品説明
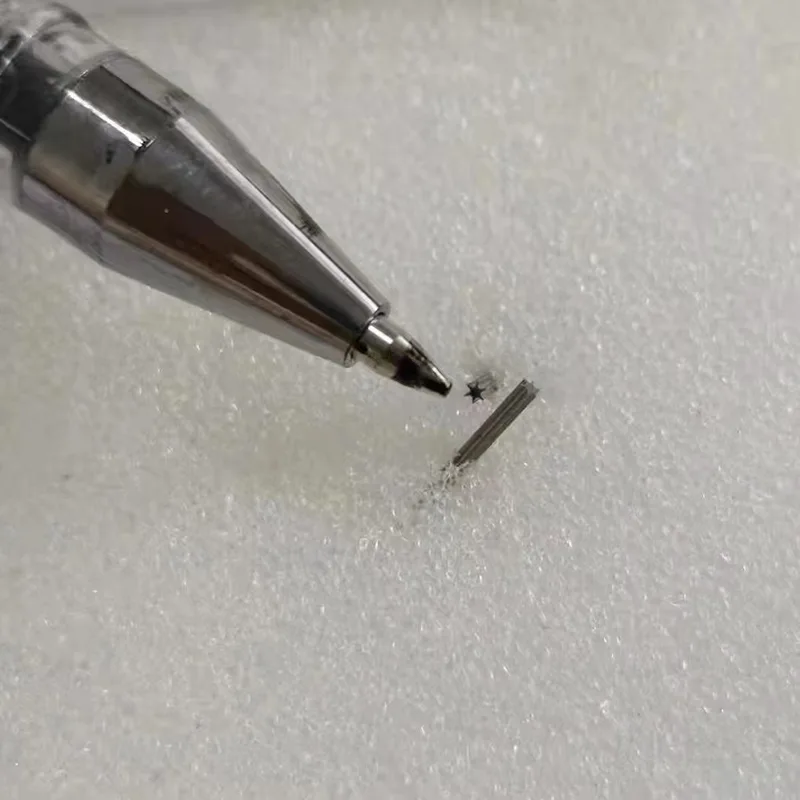
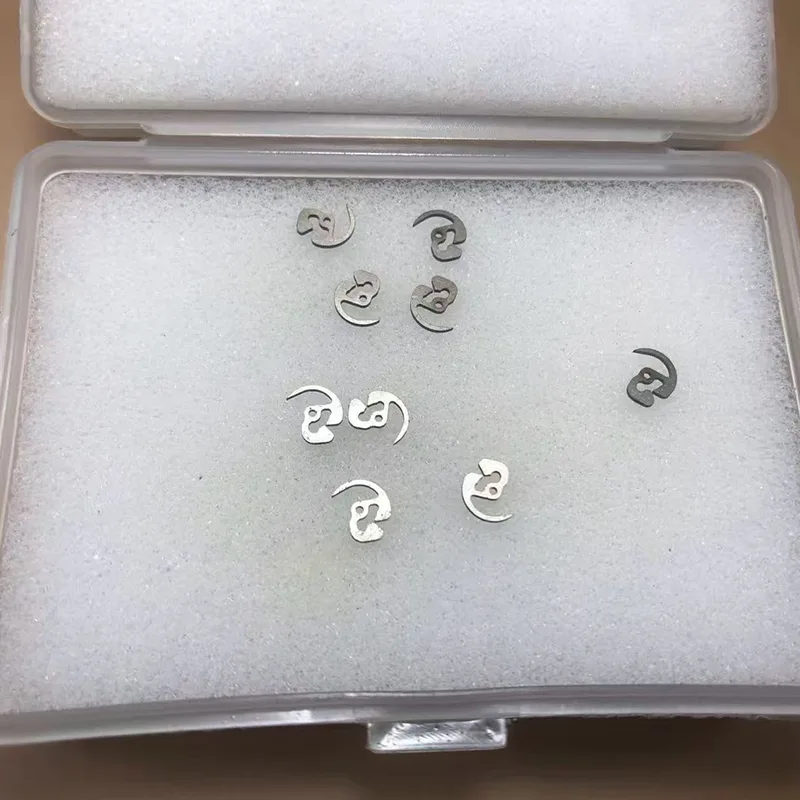
医療機器・インプラント部品の精密加工技術は、ミクロンレベルの精度管理、複雑な形状の形成能力、安定した工程再現性などを備え、医療機器・インプラント部品の製造を支える中核技術となっています。これらのコンポーネントは、医療診断の正確さ、外科手術の安全性、インプラントの人体との長期的な適合性に直接関係しています。その製造プロセスは、機械的性能、生体適合性、および厳しい業界規制要件を同時に満たす必要があり、ハイエンドの医療製造分野の重要なサブ分野となっています。
テクノロジー部門
CNC 加工の医療機器とインプラント部品には、「非植込み型」と「植込み型」の 2 つの主要なカテゴリが含まれます。前者は医療機器の機能の中核であり、後者は損傷した人間の組織を置き換える「生命維持部品」です。診断装置の分野では、その精度が CT 回転軸受の動作安定性と MRI 傾斜磁場コイルの磁場均一性を決定します。インプラントの分野では、その幾何学的精度は人工関節の寿命と歯科インプラントのオッセオインテグレーション効果に直接影響します。データによると、CNC 精密機械加工を使用して製造されたインプラント コンポーネントは、従来の方法で製造されたインプラント コンポーネントよりも臨床合併症の発生率が 60% 以上低く、同時にハイエンド医療機器のコア コンポーネントの局所化率が 45% に増加しています。
主要な材料特性と加工の適合性
材料の選択は、医療機器およびインプラント部品の CNC 加工における主要なステップです。生物学的安全性、機械的適合性、加工の実現可能性という 3 つの主要な要件を同時に満たさなければなりません。主流の材質とその互換性特性は次のとおりです。
1. 金属材料:インプラント用コアキャリア
- チタン合金 (Ti-6Al-4V および ELI グレード): 整形外科および歯科インプラントに推奨される材料として、860MPa の引張強度とわずか 4.5g/cm3 の密度を誇り、高強度と軽量の利点を兼ね備えています。さらに、生体適合性に優れ、人骨と安定した結合を形成します。 CNC 加工中は、材料の熱伝導率の低さによって引き起こされる工具の固着問題を回避し、ねじ山と表面の精度を確保するために、ダイヤモンド コーティングされた工具 (摩耗率 ≤5μm/h) を 8000 ~ 12000rpm のスピンドル速度と組み合わせて使用する必要があります。
・コバルトクロム合金(CoCrMo):人工関節の摩擦界面部品に適しており、耐摩耗性はチタン合金の3倍、耐食性はISO10993規格を満たしています。 5軸CNC工作機械は、工具接触角一定加工により表面粗さをRa≤0.4μmに制御し、関節動作時の摩耗粉の発生を低減します。
・316Lステンレス鋼:手術器具のシャフト部品や透析装置のコネクターなどに使用されます。炭素含有量 ≤0.03% により、CNC 加工および不動態化処理後、安定した酸化物保護層が形成され、10 年以上の体液腐食に対する耐性が得られます。加工中、磁気チャックは非破壊的なクランプに使用され、表面の汚染を避けるために医療グレードの冷却剤が使用されます。
2. 高分子材料:機能性部品に最適
- PEEK (ポリエーテルエーテルケトン): その放射線透過性の特性により、脊椎固定装置に理想的な材料となり、術後の画像診断における金属インプラントからの干渉を回避します。 CNC加工では真空吸着治具(位置決め精度≤±2μm)を使用し、マイクロカット(切込み深さ≤0.05mm)により材料の熱変形を制御し、固定装置の椎間嵌合精度を確保します。
- PTFE (ポリテトラフルオロエチレン): シリンジのピストンとチューブのシールに使用されます。 CNC 旋削中、Ra≤0.2μm の面精度を達成するには、送り速度を 0.01 ~ 0.03 mm/rev に下げる必要があり、薬剤残留と押し込み抵抗を軽減します。








ホットタグ: 医療機器およびインプラント部品、サプライヤー、メーカー





