


精密プレス型抜きインサート
Shenzhen Xincheng Precision Technology Co., Ltd. は、超精密スローワイヤー EDM 加工、マイクロスケールのプロファイル切断、タングステンカーバイドの精密機械加工、および精密金型部品の製造を専門としています。ソディック製AP250Lやセイブ製MM35HPなどの高精度スローワイヤ放電加工機とキーエンスIMシリーズ自動検査装置を導入しています。これにより、当社は非常に困難な超精密微細加工プロジェクトに取り組むことができ、高品質の精密スタンピングダイカットインサートを提供できるようになります。
お問い合わせを送信
製品説明
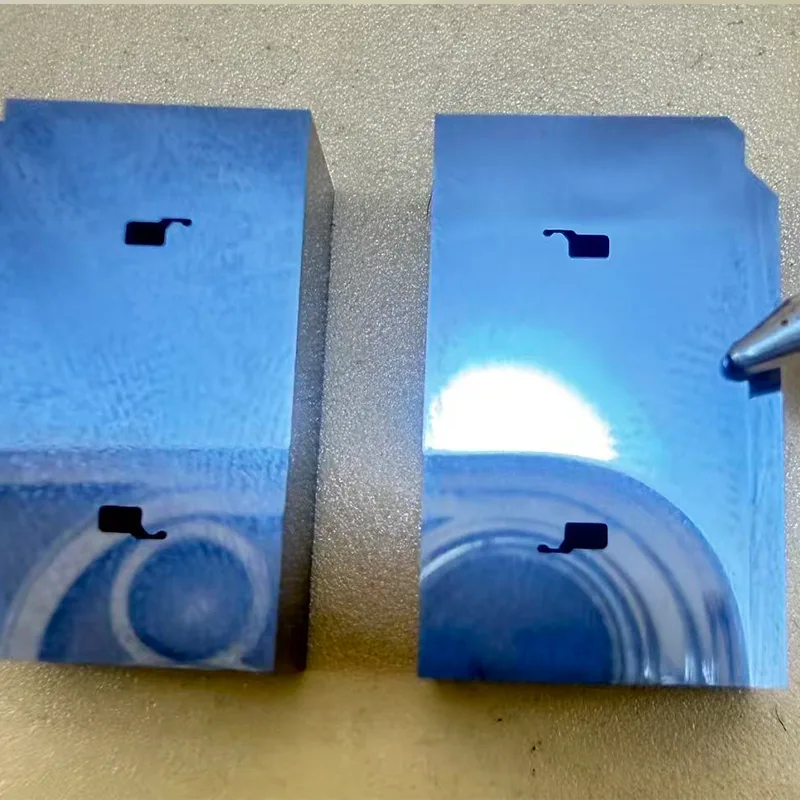
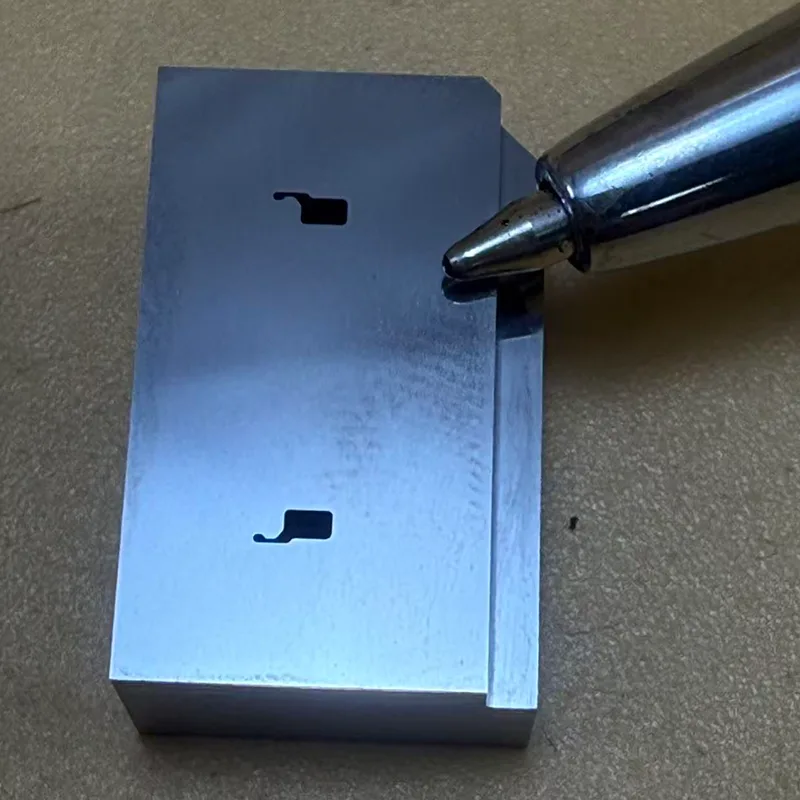
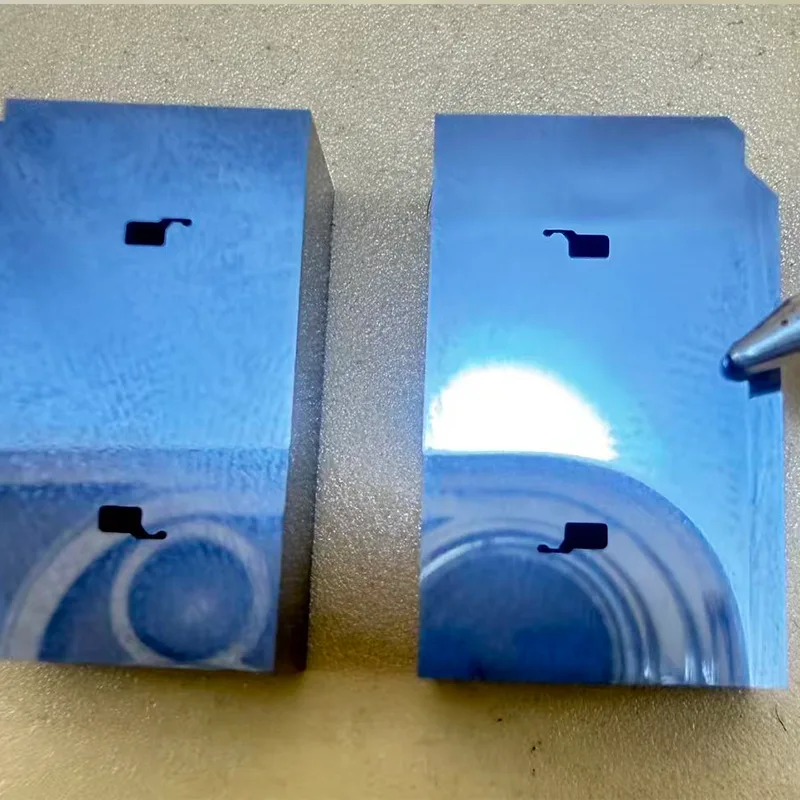
このケーススタディでは、ハイエンドの精密スタンピングダイカッティングインサート用の超精密スローワイヤー EDM 加工プロジェクトについて詳しく説明します。インサートは KD20 超硬合金 (タングステンカーバイド) から製造されており、材料硬度は HRA 90 ~ 92 です。高硬度、高脆性の超精密金型部品の代表例です。この製品の形状には、複雑なマイクロプロファイル、ゼロテーパーのストレート切れ刃、複雑な精密テーパー構造が組み込まれています。これらのインサートは、コネクタ金型、IC および半導体金型、新エネルギー用途の精密ハードウェア、ハイエンド電子スタンピング金型の分野で広く利用されています。
加工パラメータ
|
処理項目 |
パラメータの詳細 |
|
ワーク名 |
精密プレス型切刃インサート |
|
加工設備 |
ソディック AP250L ワイヤ放電加工機 |
|
電極線径 |
0.05mm極細銅線 |
|
加工技術 |
荒削り 1 回 + 仕上げトリミング 8 回 |
|
試験装置 |
キーエンス 自動画像測定器 IM-1220 |
|
ワーク材質 |
KD20超硬合金 |
|
材質の硬度 |
HRA 90~92 (約HRC 69~72) |
|
寸法許容差容量 |
±0.001mm |
|
外径加工方法 |
固体切断と研削の複合プロセス |
|
直刃構造 |
高さ2mm、0°ゼロテーパーストレート刃 |
|
テーパーカット構造 |
下部0.5°全周空テーパーカット |
コア加工プロセスの要件
外部プロファイルは、切断と研削を組み合わせた戦略を使用して処理され、データム寸法が 1 回の操作で正確に確立されるため、全体的な組み立て精度とデータムの一貫性が向上します。
内部キャビティの片面加工代は+0.005mmです。複数の仕上げパスを通じて、熱の影響と寸法のドリフトを最小限に抑えるために、寸法に徐々に近づきます。
高さ 2 mm の内部ストレート切れ刃は、0° (ゼロ) テーパを維持するように厳密に制御され、優れたスタンピング切断面品質と切れ刃の一貫性を保証します。
切れ刃下部には全周0.5°のテーパー(逃げ角)を施し、連続プレス加工時の切り屑排出の安定性を高めています。
Keyence IM-1220 全自動画像測定システムを使用して、すべてのワークピースを全次元検査し、加工と検査の間に閉ループ制御システムを確立します。
AP250L + 0.05 mm ワイヤ + 1 荒カット / 8 仕上げカット プロセス制御
加工には0.05mmの極細銅線を使用しており、装置の安定性、放電制御、ワイヤ張力制御が非常に要求されます。
機械加工プロセスでは、仕上げパスごとに放電エネルギーを段階的に低減する戦略が採用されます。これには、1 回の荒切削パスとそれに続く 8 回の超低エネルギー仕上げパスが含まれ、KD20 タングステンカーバイド材料内の内部残留応力を徐々に緩和します。 複数の仕上げパスにより、放電の影響を受ける層の厚さが効果的に減少し、刃先の構造的完全性が向上し、ブレードの耐摩耗性と耐用年数が延長されます。
低エネルギー経路補償制御がマイクロスケール領域に適用され、小さなコーナーでのオーバーカットや微細な構造フィーチャへの熱損傷のリスクを最小限に抑えます。
長時間にわたる加工作業では、ワイヤの張力の安定性と放電の均一性を維持することが優先され、ワイヤの断線、コーナー欠け、寸法のずれのリスクが軽減されます。
8 回の仕上げパスを経て、刃先はバリがなく、崩れもなく、高度に磨かれた鏡面のような仕上がりになります。
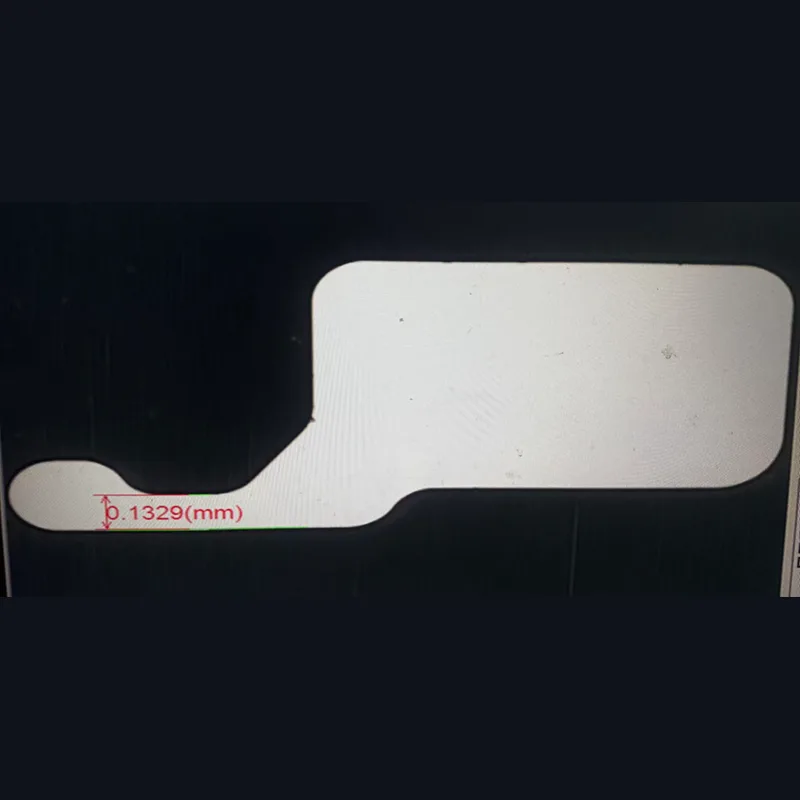
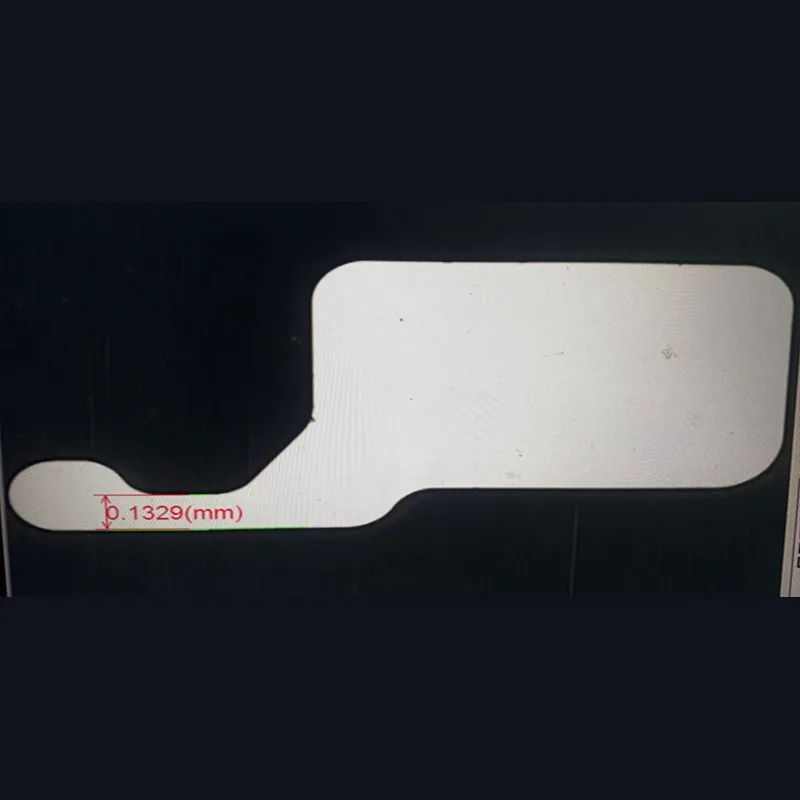
微細構造の加工における課題
精密スタンピング ダイカッティング インサートは、超精密、マイクロスケール、複雑な形状の構造の典型的な例です。このワークピースは、超小さな内部コーナー、超微細刃先、超狭いスロット、および複雑なテーパー状の切削形状を備えており、最も微細な構造的特徴は約 0.1329 mm です。 KD20 タングステンカーバイド (高硬度と固有の脆性を特徴とする材料) から製造されたワークピースは、放電エネルギー制御、熱安定性、経路補償、および同期テーパー切断制御に関して非常に厳しい要件を課します。これは、極細の 0.05 mm 銅ワイヤを使用する場合に特に重要です。ワイヤ張力のわずかな変動でも、刃先の完全性や部品の寸法安定性が損なわれる可能性があります。
制御された恒温加工環境
超精密低速送りワイヤ放電加工プロセス中、作業場環境は一定の温度に維持されます。周囲温度の変動を厳密に制御することにより、通常、長時間の加工作業中に発生する熱膨張誤差と寸法ドリフトが効果的に最小限に抑えられます。これにより、複数の仕上げパス全体にわたって一貫した寸法安定性が保証され、公差 ±0.001 mm の超精密加工要件を満たします。
IM-1220による品質管理・検査
Keyence IM-1220 完全自動画像測定システムは、ミクロンレベルの自動スキャン検査を実行するために採用されており、手動測定に伴う潜在的なエラーを効果的に排除します。
主な検査パラメータには、内部および外部輪郭の寸法、片面の加工代、2 mm の刃先セクションの直角度、0.5°のテーパ角度、および刃先の表面仕上げが含まれます。
この検査システムは、±0.001 mm までの公差を確実に解決することができ、デジタル化された品質検査レポートを自動的に生成します。
検査データから得られるフィードバックを活用することで、加工パラメータと補正値をさらに最適化し、加工と検査のプロセスをシームレスに統合するクローズドループ制御システムを確立できます。
最先端の品質管理
複数の段階の超低エネルギー精密仕上げにより、最終的な刃先は鋭く、バリがなく、刃先が崩れず、焼け跡もありません。同時に、このプロセスにより、放電テクスチャの蓄積と微細なエッジ亀裂のリスクが効果的に最小限に抑えられるため、プレス加工された断面の品質が向上し、精密スタンピングダイカッティングインサートの連続耐用年数が延長されます。
適用分野
• 精密プレス金型
• コネクタモールド
• IC半導体モールド
• 精密医療部品
• 精密電子スタンピング金型
• 新エネルギー用途向けの精密ハードウェア
ホットタグ: 精密スタンピングダイカットインサート、中国、メーカー、サプライヤー、工場





